注塑生產(chǎn)過程中,VOC(揮發(fā)性有機化合物)主要來源于塑料原料加熱熔融、注射成型時的揮發(fā),以及脫模劑、清洗劑的使用,常見污染物包括苯乙烯、乙酸乙酯、非甲烷總烴等,不僅會造成大氣污染、違反環(huán)保標準(如 GB 37822-2019《揮發(fā)性有機物無組織排放控制標準》),還會影響車間操作人員職業(yè)健康。一、源頭削減:從根源減少 VOC 產(chǎn)生源頭控制是 VOC 治理的核心,無需額外增加大量設備投入,可直接降低排
2026-02-08 注塑模具生產(chǎn)廠家
PVC 是塑料行業(yè)中用量極大的通用材料,分為軟質 PVC 與硬質 PVC,因其加工過程中會釋放微量氯化氫氣體,具有一定的腐蝕性、熱敏性、流動性中等、磨損性偏低等特點,是典型的腐蝕性塑膠原料。因此 PVC 模具的選材,與 PP、PE、ABS 等常規(guī)材料有明顯區(qū)別,核心要求是防銹、防腐蝕、尺寸穩(wěn)定、易拋光、耐酸性氣體侵蝕,而非單純追求硬度與耐磨。選材是否合理,直接決定模具壽命、產(chǎn)品外觀穩(wěn)定性與后期維護
2026-02-08 注塑模具
PS(聚苯乙烯)屬于典型的非結晶、脆性、高流動性通用塑料,包括通用級 GPPS、耐沖擊級 HIPS,具有成型周期短、流動性好、價格低廉、透明度高、易著色等特點,廣泛用于包裝、家電外殼、文具、一次性制品、光學件等領域。但 PS 材質脆性大、易開裂、對溫度敏感、易產(chǎn)生內(nèi)應力、流動性過強易飛邊,加工控制不當極易出現(xiàn)開裂、銀絲、氣泡、熔接痕、變形、發(fā)白、脆斷等缺陷。為保證產(chǎn)品質量穩(wěn)定、良率高效,必須從原料
2026-02-07 塑料模具廠
PVC(聚氯乙烯)是注塑行業(yè)用量極大的通用塑料,但因其高溫易分解、釋放強腐蝕性 HCl 氣體、對模具磨損與銹蝕嚴重,模具材料不能按普通塑料隨意選用。選材核心原則:耐腐蝕優(yōu)先、兼顧耐磨與拋光性、適配生產(chǎn)批量。一、PVC 材料對模具的核心要求PVC 在加工溫度(160–200℃)下極易熱分解,產(chǎn)生氯化氫氣體,遇水汽形成鹽酸,會快速腐蝕模具型腔、分型面、排氣槽與運動部件,導致銹斑、麻點、尺寸變差,同時腐
2026-02-07 注塑模具廠家
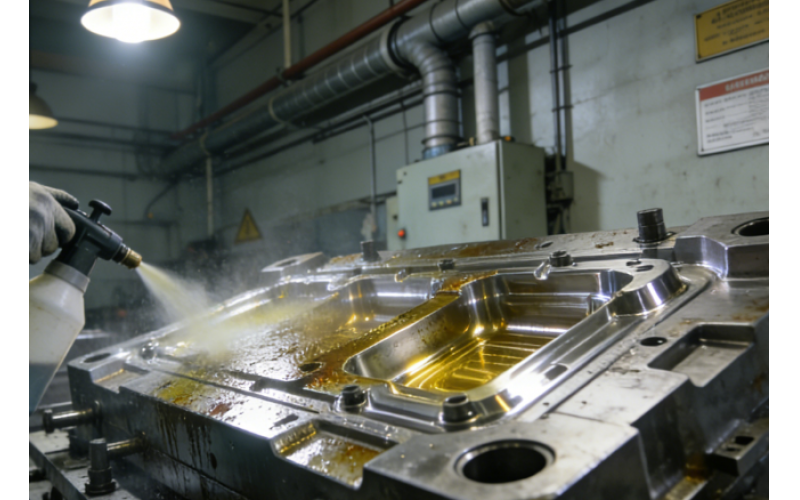
注塑模具鋼材多為合金結構鋼,如 H13、S136 等,其精密成型面、運動配合部位極易受水汽、油污、環(huán)境濕度影響產(chǎn)生銹蝕,不僅會損傷模具精度、縮短使用壽命,還會導致注塑產(chǎn)品出現(xiàn)毛刺、劃痕、油斑等缺陷,直接增加生產(chǎn)成本。因此,模具鋼材的日常防銹必須遵循 “預防為主、分類管控、全程閉環(huán)” 的原則,結合生產(chǎn)間隙、停機時長采取對應措施,配合規(guī)范的清潔、防護與存放方式,才能從根本上減少和杜絕銹蝕問題。一、生產(chǎn)
2026-02-07 注塑模具
型腔粘料是注塑生產(chǎn)中最常見、最影響效率的故障之一,不僅會直接造成生產(chǎn)中斷、制品報廢,還可能劃傷模具型腔表面、損壞頂出機構,甚至引發(fā)連鎖質量問題。粘料現(xiàn)象本質上是制品與型腔之間的粘附力大于制品自身強度或頂出力,其成因涉及模具設計、注塑工藝、原料特性及設備維護等多個維度。要徹底解決型腔粘料問題,必須遵循 “應急處理、原因排查、根本解決、長效預防” 的全流程思路,既要快速恢復生產(chǎn),更要從根源上杜絕問題反
2026-02-06 塑料模具
PP(聚丙烯)材料流動性好、腐蝕性低、收縮率中等,對模具鋼材的核心要求是耐磨性、拋光性、易加工性與成本平衡,需結合制品精度、表面要求、生產(chǎn)規(guī)模及模具壽命綜合選型,以下是分場景的鋼材選擇方案及核心要點:一、按制品表面要求選鋼材1. 普通外觀制品(無高光、無紋理,如日用品、工業(yè)結構件)優(yōu)先選擇性價比高、易加工的預硬型塑膠模具鋼,兼顧生產(chǎn)效率與基礎性能,無需額外熱處理,縮短模具制作周期。P20(718S
2026-02-06 注塑模具廠
UHMWPE(超高分子量聚乙烯,Ultra-High Molecular Weight Polyethylene)是分子量極高(通常 100 萬以上)的線性聚乙烯,分子鏈極長、纏結緊密,具備極致的耐磨性、抗沖擊性、耐低溫性與耐化學腐蝕性,密度略高于普通 HDPE,是耐磨、抗沖擊、低摩擦工況的核心特種材料,廣泛應用于機械、礦山、紡織、醫(yī)療、體育等領域。UHMWPE 密度主要受分子量、聚合工藝及填充改
2026-02-05 注塑模具生產(chǎn)廠家