保壓切換位置是注塑加工的核心工藝參數(shù),指熔體從注射階段向保壓階段切換的關鍵節(jié)點,直接決定塑件的填充效果、尺寸精度與外觀質量,切換過早易導致塑件短射、縮水、缺料,切換過晚則會引發(fā)飛邊、內應力過大、塑件變形等問題。保壓切換位置的設定無固定數(shù)值,核心需結合塑件結構、材料特性、澆口設計綜合判定,行業(yè)主流采用 “模流分析預判 + 試模精細化調整” 的思路,搭配經驗估算快速初調,以下為實操性極強的確定方法、調
2026-01-29 注塑模具廠家
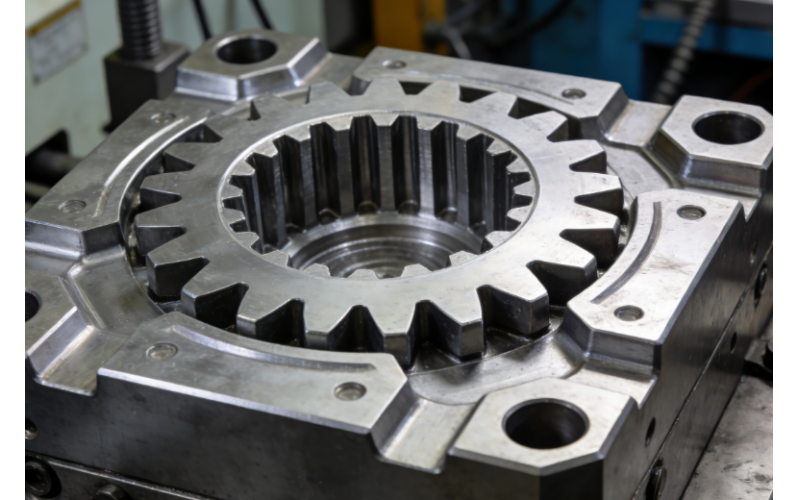
PE(聚乙烯)作為通用塑料中應用最廣泛的品類,具備無磨蝕性、低熔體粘度、結晶型的成型特性,成型溫度低且無腐蝕性,對模具鋼的核心要求集中在脫模性、尺寸穩(wěn)定性、拋光性,若為加玻纖改性 PE,則需模具鋼具備輕微耐磨性,無需選用高合金高硬度模具鋼。PE 產品模具鋼的選型核心按塑件外觀要求、生產批量、是否加玻纖改性分級適配,兼顧模具制作成本與使用穩(wěn)定性,以下為行業(yè)公認的適配方案,覆蓋所有 PE 注塑成型場景
2026-01-29 注塑模具
射膠壓力與速度是注塑加工的核心協(xié)同參數(shù),二者直接決定熔體在型腔內的充模狀態(tài)、流動軌跡及制品成型質量,壓力為熔體流動提供動力,速度決定熔體充模效率與剪切程度,脫離速度的壓力調控或無壓力支撐的速度設定,均易引發(fā)缺料、飛邊、內應力大等缺陷。射膠壓力與速度的匹配調試核心遵循先速后壓、梯度匹配、按需分配、以料定參的原則,需結合原料特性、制品結構、模具型腔復雜度針對性調整,同時通過分段調控實現(xiàn)熔體平穩(wěn)充模,以
2026-01-28 注塑模具
熱塑性彈性體(TPE/TPR,含 SBC、TPU、TPO、TPEE 等品類)兼具彈性體物理特性與熱塑性塑料注塑加工性,其分子鏈中軟段與硬段的相態(tài)平衡對溫度變化高度敏感,注塑過程中溫度的微小波動會直接影響熔體塑化均勻性、制品力學性能及外觀質量,是工藝管控的核心要點。溫度穩(wěn)定性管控并非單一數(shù)值控制,而是覆蓋原料預處理、料筒塑化、熔體注射、模具冷卻的全流程精度管控,需結合不同 TPE 品類特性制定精準的
2026-01-28 注塑模具
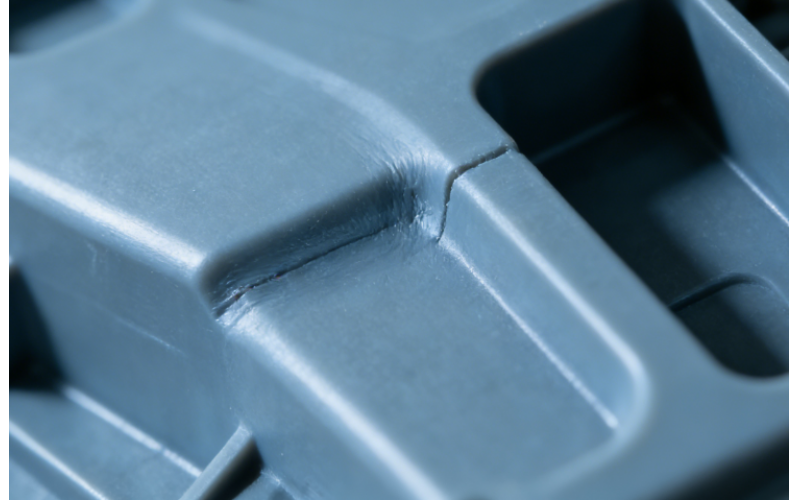
注塑模具型腔作為塑件成型的核心部位,長期受熔料高速沖刷、高壓擠壓及脫模摩擦影響,易出現(xiàn)表面劃傷、磨損凹陷、尺寸超差等問題,直接導致塑件外觀瑕疵、尺寸精度下降。型腔修復的核心原則為按磨損程度分級修復,兼顧修復精度、耐磨性與模具鋼基底兼容性,修復后型腔表面需匹配塑件成型的外觀與尺寸要求,同時保證修復部位與原型腔的結合強度,避免二次脫落。以下為車間實操性強的分級修復方法,適配不同磨損程度的注塑模具型腔,
2026-01-27 注塑模具
溫度是注塑成型的核心工藝參數(shù),直接決定熔料塑化質量、型腔填充效果與制品冷卻定型狀態(tài),精準的溫度調試能從源頭降低缺料、縮痕、翹曲、飛邊等不良率,提升產品尺寸精度與外觀一致性,同時延長模具和設備使用壽命。注塑溫度調試并非單一參數(shù)調整,需結合塑膠材料特性、模具結構、產品規(guī)格及設備性能,遵循 “適配特性、由低到高、分段調控、全流程匹配” 的原則,通過科學分步調試與問題修正,實現(xiàn)溫度參數(shù)的最優(yōu)配置。以下為注
2026-01-27 塑料模具生產廠家
汽車、家電、消費電子等行業(yè)中,PE(聚乙烯)材料憑借輕量化、耐腐蝕性強、成本可控的優(yōu)勢,廣泛用于噴漆外殼類外觀件生產。這類產品不僅要求注塑成型外形規(guī)整,更需滿足噴漆工藝對基底表面高平整度、低瑕疵的核心要求。模具鋼材選型直接決定 PE 噴漆外殼的成型質量、生產效率與綜合成本。因 PE 材料具有低粘度、低成型溫度(160-220℃)的特性,無需模具鋼具備超高熱強性,選型核心聚焦于拋光性、耐腐蝕性、加工
2026-01-27 注塑模具廠家
射膠與保壓是注塑成型的核心環(huán)節(jié),直接決定制品的填充完整性、尺寸穩(wěn)定性與表面質量。兩者參數(shù)需協(xié)同調試,以適配材料特性、模具結構與制品需求,以下是系統(tǒng)化的調試準則。一、射膠參數(shù)調試準則射膠階段的核心目標是在合理壓力與速度下,讓熔體完整填充型腔,同時避免剪切過熱、飛邊或內應力過大。1. 射膠速度射膠速度需按型腔填充的不同階段分段設置,遵循 “慢 - 快 - 慢” 的梯度邏輯:初始階段(澆口填充期):采用
2026-01-26 注塑模具廠家