針閥式熱流道噴嘴是精密注塑模具里結構最復雜、故障率也最高的核心部件之一,依靠針閥精準啟閉實現無澆口、無拉絲、無流涎的高質量成型,廣泛用于外觀件、透明件、多腔模具。但它對溫度、壓力、清潔度極其敏感,針閥卡死、漏膠、拉絲、燒焦、溫度漂移等故障,大多來自日常維護不到位。做好規范維護,不僅能穩定產品質量,還能大幅延長熱流道壽命、降低停機損耗。下面從日常檢查、拆解清潔、保養裝配、故障預防四個方面,系統說明針
2026-02-11 塑膠模具
PBT 模具材料選擇的核心是匹配其高結晶、高收縮、易水解、玻纖增強后磨損性強的特性,優先選用預硬型鏡面鋼、耐腐蝕不銹鋼、高耐磨預硬鋼,并按生產批量、表面要求、是否含玻纖 / 阻燃劑做分級匹配。一、PBT 對模具材料的核心要求PBT(聚對苯二甲酸丁二醇酯)是結晶型工程塑料,成型溫度 225–275℃、收縮率 1.5%–2.5%,高溫易水解,玻纖增強(常用 10%–30%)后對模具磨損顯著提升;阻燃級
2026-02-11 注塑模具
在注塑成型領域,低溫注塑工藝憑借更低的成型溫度、更小的產品內應力、更高的尺寸穩定性以及對熱敏性、易分解材料的友好性,被越來越多地應用在精密工程塑料、透明光學件、低應力結構件及特殊改性材料的生產中。與常規注塑模具不同,低溫模具不僅要承受合模與注射壓力,還長期在低于常規模溫、冷熱交替、可能存在溫差應力的環境下工作,鋼材選型一旦失誤,極易出現模具變形、開裂、生銹、耐磨性不足、壽命驟降等問題。一、低溫注塑
2026-02-10 塑料模具廠
在注塑生產中,熔接線是最常見、最影響產品外觀與強度的缺陷之一,尤其在透明件、外觀件、結構件上表現尤為明顯。熔接線本質是兩股或多股熔融塑料前沿在模具型腔中相遇時,未能完全熔合而形成的細線痕跡。想要從根本上消除或弱化熔接線,不能只靠單一參數調整,而要從材料、模具、工藝、結構四方面系統優化。下面分享一套現場可直接落地的實用技巧,簡單高效、立竿見影。一、優化注塑工藝參數:最快速見效的調整方法工藝調整是解決
2026-02-10 注塑模具廠家
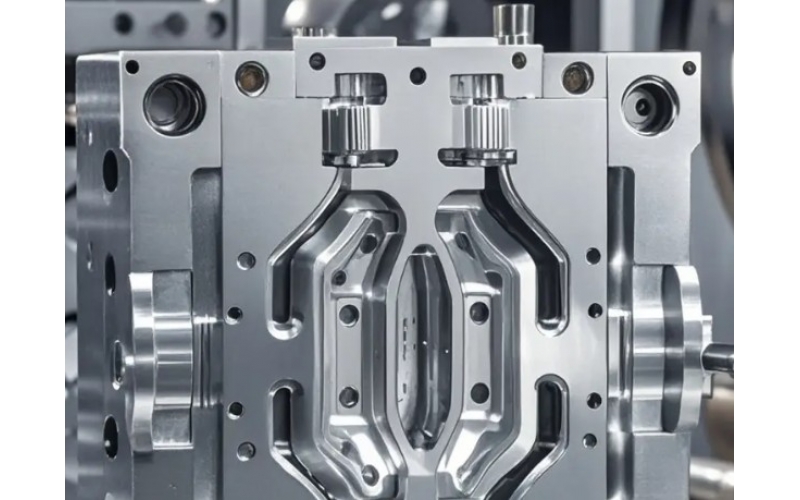
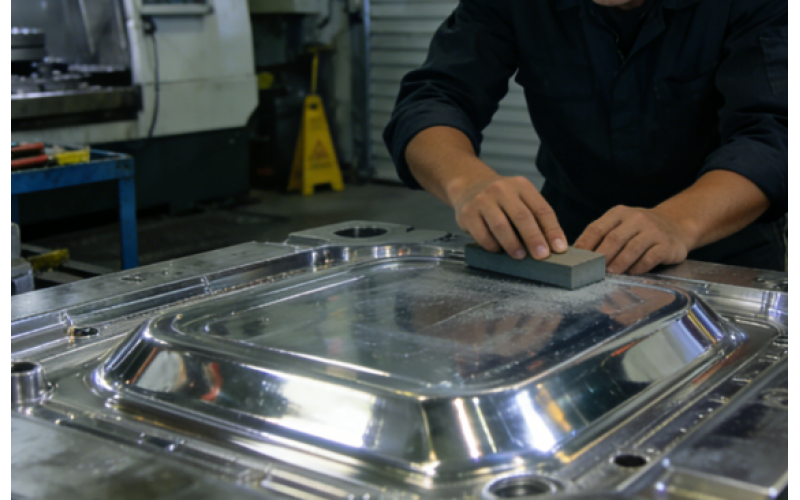
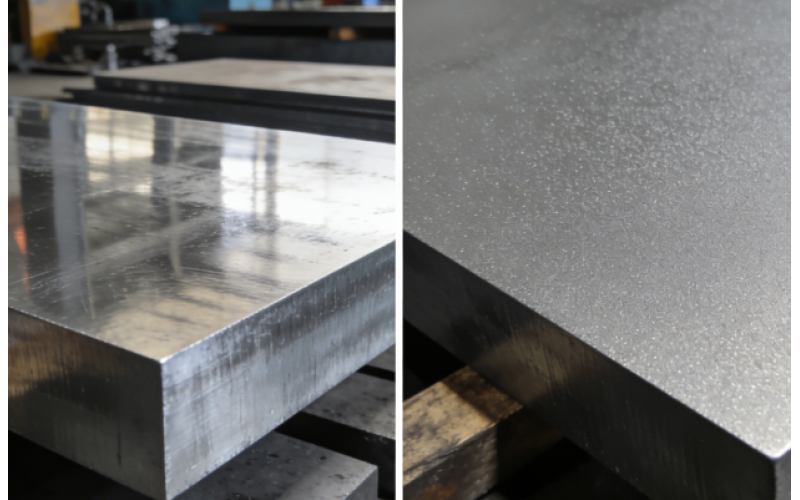
在塑料模具制造中,鏡面鋼材(如 S136、NAK80、420ESR 等)憑借優異的拋光性能,廣泛應用于透明 PET、PC、PMMA 等制品生產,模具鏡面效果直接決定產品外觀質感、透光性及市場競爭力。鏡面拋光并非簡單的打磨工序,而是一項兼具技術性與規范性的系統工作,需結合鋼材特性、模具結構、產品需求,把控每一個細節,才能實現無瑕疵、高光澤的鏡面效果,同時延長模具使用壽命。一、拋光前基礎準備:筑牢鏡面
2026-02-10 塑料模具廠
在注塑成型中,很多塑料在高溫熔融狀態下會分解出酸性、鹵素等腐蝕性氣體(如 PVC、POM、阻燃尼龍、含氯 / 溴阻燃改性料等),會快速腐蝕模具型腔、澆口、排氣槽,導致表面生銹、麻點、尺寸漂移、產品亮痕。選用合適的耐腐蝕模具鋼,是保證模具壽命、產品外觀與穩定性的關鍵。下面以清晰、實用的結構,說明注塑模具耐腐蝕鋼材的完整選型思路。一、先判斷:模具是否真的需要 “耐腐蝕鋼”選型第一步,先看原料類型與生產
2026-02-09 注塑模具
S136 和 SKD61 均屬于塑料模具行業中應用廣泛的中高端模具鋼,二者憑借優異的綜合性能,分別在不同場景中占據核心地位,但核心定位、性能優勢、適用范圍差異顯著,實際生產中若混淆選用,會導致模具壽命縮短、產品質量不達標、生產成本增加等問題。很多模具工程師、采購人員常因二者硬度范圍相近,誤將其混用,實則二者的成分構成、核心性能、適配場景完全不同 ——S136 以 “耐腐蝕、高拋光、尺寸穩定” 為核
2026-02-08 塑料模具
射膠速度是注塑成型中最關鍵、最敏感的工藝參數之一,直接決定熔膠流動狀態、型腔填充效果、產品外觀質量與內部性能。過快易出現飛邊、困氣、燒焦、剪切過熱、分子鏈斷裂等問題;過慢則易產生缺料、冷料痕、熔接痕強度不足、表面光澤差、密度不均等缺陷。在實際生產中,射膠速度并非固定單一數值,而是需要根據產品結構、膠料特性、模具結構與質量要求進行分段、分級、分區域精細化優化。科學設置射膠速度,可在穩定成型的前提下,
2026-02-07 塑膠模具生產廠家