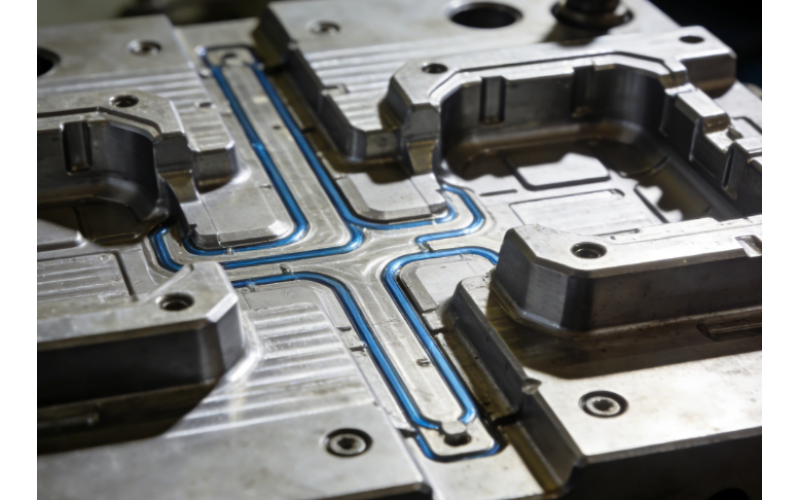
疊模又稱雙層模、疊式模具,是在一副模具內上下兩層同時注塑成型的高效生產方案,產能接近普通模具的兩倍,廣泛用于大批量、標準化塑件生產。疊模工藝參數與普通單分型面模具差異較大,核心在于平衡兩層型腔的充填、保壓、冷卻與排氣,同時兼顧鎖模力、射膠量與開模行程。合理設置參數,既能提升產能,又能避免產品缺料、縮水、變形、飛邊等缺陷。下面從溫度、射膠、保壓、冷卻、鎖模、工藝輔助六個方面,詳細說明疊模注塑參數的設
2026-02-14 塑膠模具廠
POM(聚甲醛)又稱賽鋼,是高結晶度、高剛性工程塑料,憑借優異的耐磨性、耐疲勞性和尺寸穩定性,廣泛應用于精密齒輪、汽車零部件、電子外殼等高端產品注塑。但 POM 高溫注塑會分解出甲醛、甲酸等酸性氣體,易腐蝕模具,且制品多要求高精度、高光潔度,因此模具鋼材選型至關重要。核心原則是優先選用耐蝕、耐磨、高韌性、易拋光的鋼材,結合生產批量與產品要求合理匹配,才能延長模具壽命、保證產品質量。一、選型核心痛點
2026-02-14 注塑模具
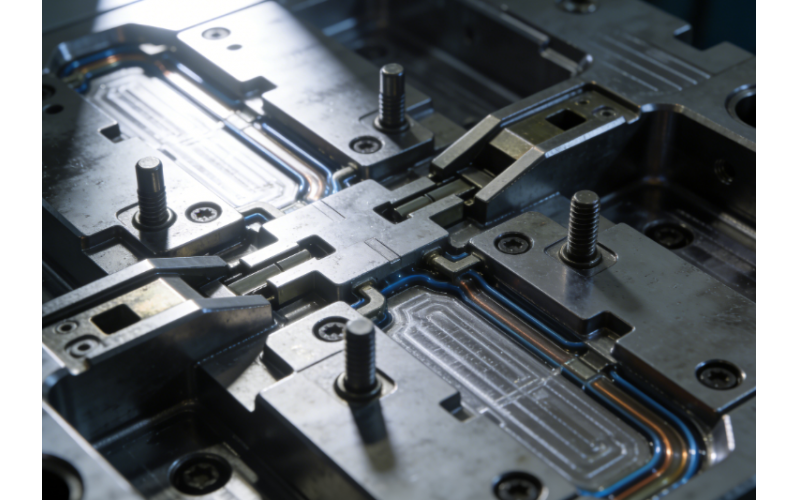
注塑模具分型面積 = 分型面上,塑件 + 流道在動定模之間的投影面積直接算最大輪廓在分型面上的投影就行。一、分型面積怎么算1. 基本公式圓形產品面積 = π × r2 或 π×d2÷4方形 / 矩形產品面積 = 長 × 寬異形產品按最小外接矩形算,或者用 CAD 直接測量 “面積”。2. 必須加的部分分型面積 = 產品投影面積 × 型腔數 + 流道投影面積 + 排氣 / 冷料穴投影(只算分型面那一
2026-02-14 注塑模具生產廠家
PA 產品選模具鋼,核心是匹配 PA 類型(純 PA / 玻纖增強)、生產批量、表面要求與成本,優先在耐磨性、熱穩定性、耐蝕性、拋光性之間做取舍。一、先明確 4 個關鍵選型前提PA 類型與填充:純 PA(PA6/PA66)磨損小;玻纖增強(PA+GF10%–50%)磨損極強,必須高硬度高耐磨鋼。生產批量:≤10 萬模次用預硬通用鋼;≥50 萬模次用熱作 / 高耐磨鋼。表面要求:普通面 / 皮紋用通
2026-02-13 注塑模具
在注塑生產過程中,塑件粘模是十分常見的故障,輕則影響生產效率,重則導致模具型腔劃傷、頂針變形、產品碎裂,造成不必要的損失。處理粘模的核心原則是:先停機保安全、再溫和取件、不硬撬、不硬敲、不損傷模具。只有采用規范、穩妥的取出方式,才能在快速解決問題的同時,保護模具與產品,確保后續生產穩定運行。一、粘模處理前的安全步驟出現粘模后,第一時間做好安全準備,避免設備誤動作或人員受傷,這是所有操作的前提。立即
2026-02-13 塑膠模具廠家
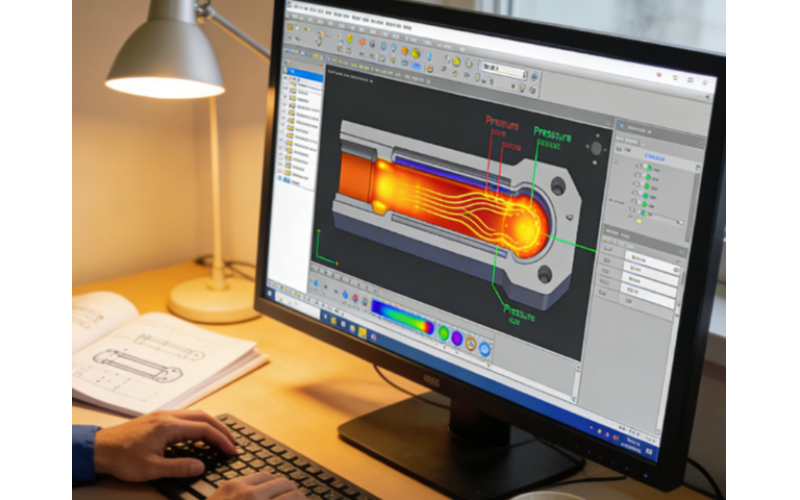
注塑成型是塑料加工行業中應用最廣泛的工藝之一,其核心是將熔融狀態的塑料熔體注入模具型腔,冷卻固化后形成與型腔形狀一致的塑件。在這一過程中,塑料熔體在高溫高壓下與模具型腔表面緊密接觸,冷卻后會因分子間作用力、吸附力等產生較強的黏附力,若沒有輔助介質,極易出現粘模、塑件破損、模具損傷等問題,導致生產中斷。注塑脫模劑作為注塑成型中的關鍵輔助材料,其核心作用是在模具型腔與塑料熔體之間,形成一層均勻、致密、
2026-02-13 塑料模具廠家
氮化處理是模具鋼表面強化的常用工藝,可提升表面硬度、耐磨性、耐蝕性與抗疲勞性能,對延長模具使用壽命有重要作用。氮化層厚度是評價氮化質量的關鍵指標,直接影響模具使用性能與服役壽命。為保證檢測結果規范可靠,下面介紹工業與實驗室中常用的氮化層厚度檢測方式,內容清晰、便于直接用于生產與質檢。一、金相法金相法適用于批量檢測、產品驗收及內部質量管控,操作簡單、成本適中,可直觀觀察氮化層組織,在模具行業應用普遍
2026-02-13 塑料模具
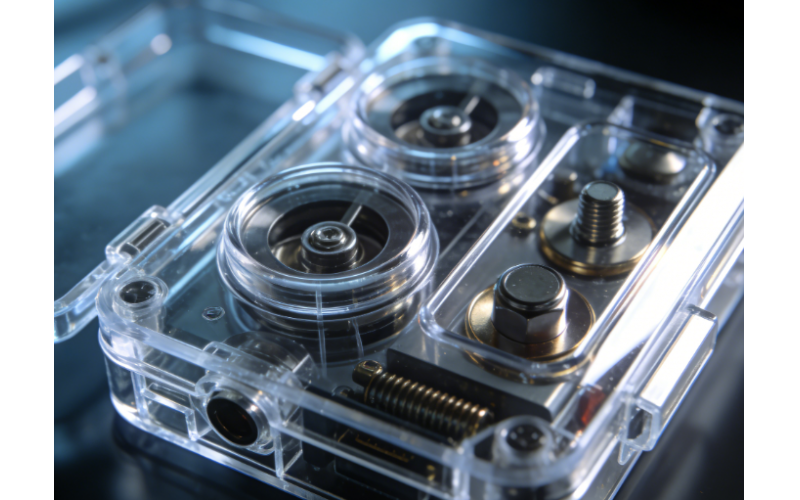
微型注塑件(單重 < 1g、最大尺寸 < 10mm、壁厚 0.1–0.5mm)廣泛應用于電子、醫療等領域,成型質量直接決定終端產品可靠性。其具有壁厚薄、流道長徑比大、散熱快、尺寸精度要求高(±0.005–±0.01mm)等特點,優化核心是通過精準控制五大關鍵參數,結合科學方法實現最優組合,解決常見缺陷,兼顧質量、效率與成本,確保批量穩定生產。一、優化前提明確產品與材料:梳理產品結構(壁
2026-02-13 注塑模具廠家